Machine Vision Lighting: Why It Matters in Vision Inspection Systems
Machine vision lighting is the foundation of any reliable machine vision inspection system. Proper lighting ensures consistent contrast, accurate defect detection, and repeatable results—often more critical than the vision camera or lens itself. Poor lighting can cause false rejects and unstable inspection outcomes, even with advanced algorithms.
Machine Vision Lighting: Why It Matters in Vision Inspection Systems
Machine vision lighting is the foundation of any reliable machine vision inspection system. Proper lighting ensures consistent contrast, accurate defect detection, and repeatable results—often more critical than the vision camera or lens itself. Poor lighting can cause false rejects and unstable inspection outcomes, even with advanced algorithms.
Why Lighting Is Critical for Machine Vision Inspection
The performance of machine vision for quality control depends on how well the feature of interest stands out from the background. Correct lighting ensures:
- Stable inspection results across shifts
- Reliable detection of defects and dimensions
- Reduced dependency on complex image processing
Lighting directly impacts the effectiveness of every machine vision camera system.
Key Factors That Influence Machine Vision Lighting Selection
Part Characteristics
Material type, surface finish, color, and transparency determine how light behaves on the object. Reflective metals, transparent plastics, and textured surfaces each require specific lighting approaches.
Inspection Objective
Lighting must be selected based on the inspection task—presence detection, defect inspection, dimensional measurement, or OCR/barcode reading.
Operating Environment
Ambient light, space constraints, and industrial conditions like dust, heat, and vibration affect lighting stability and inspection repeatability.
Common Lighting Types Used in Machine Vision Systems
Selecting the correct lighting type is crucial for highlighting the required features while suppressing unwanted details. Below are the most commonly used lighting techniques in machine vision applications.
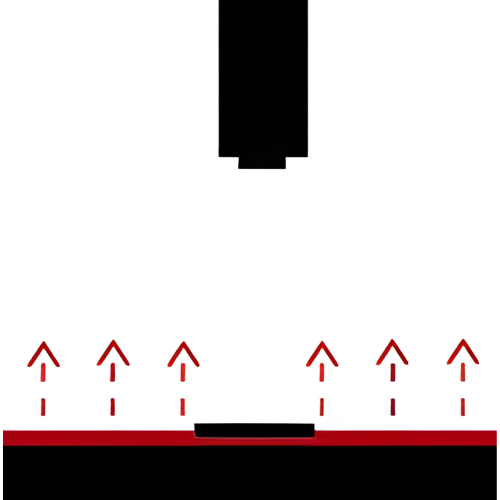
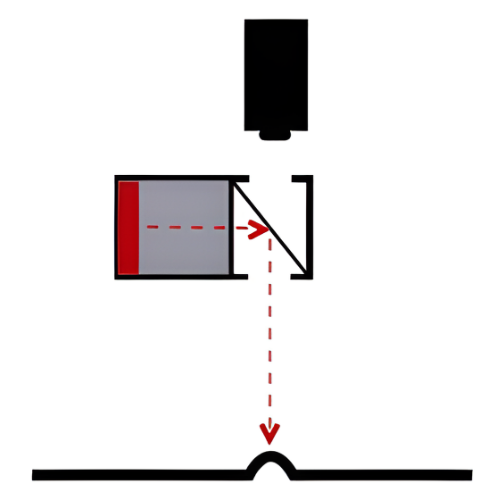
1. Backlight
Description: A light source placed behind the object creates a dark silhouette against a bright background. This method isolates the outer profile of the part with very sharp edges.
Best for: Edge detection | Dimensional measurement | Presence/absence verification
Advantages: Produces extremely high contrast, simplifies threshold-based image processing, and delivers repeatable results for precision gauging.
Limitations: Surface texture, color, or defects cannot be detected since only the outline is visible.
2. Ring Light
Description: A circular illumination source mounted around the camera lens, directing light evenly toward the inspection area.
Best for: General-purpose inspection | Flat components | Printed text, labels, and barcodes
Advantages: Offers uniform lighting, is easy to integrate with most camera setups, and fits well in space-constrained environments.
Limitations: Shiny or metallic surfaces may produce glare or specular reflections, reducing image quality.
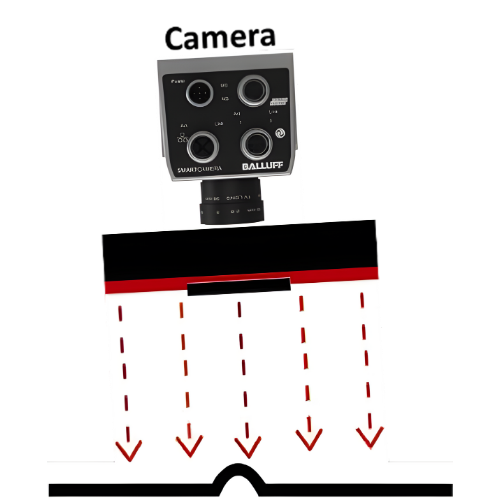
3. Coaxial (On-Axis) Lighting
Description: Light is projected along the same optical axis as the camera using a beam splitter, ensuring illumination and imaging occur from the same direction.
Best for: Flat reflective surfaces | PCB inspection | Laser markings or prints on glossy parts
Advantages: Minimizes shadows, suppresses unwanted reflections, and provides excellent contrast on reflective surfaces.
Limitations: Performs poorly on uneven, curved, or textured objects where light cannot reflect uniformly back to the camera.
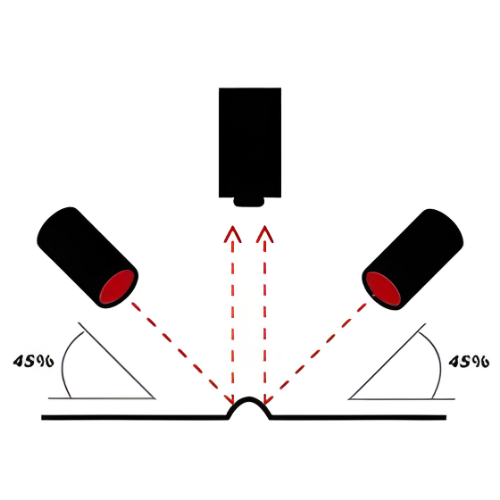
4. Bar Light
Description: Linear light sources positioned at specific angles to illuminate the part from the side, emphasizing surface features.
Best for: Large or elongated parts | Edge enhancement | Surface defect detection
Advantages: Highly flexible in placement, scalable for large fields of view, and effective for oblique illumination techniques.
Limitations: Requires careful positioning and alignment to achieve consistent and repeatable lighting.
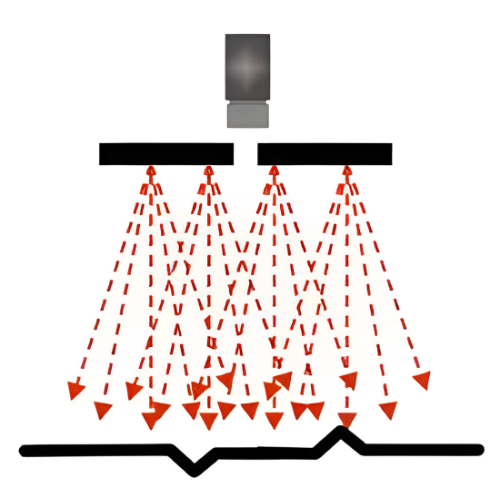
5. Dome Light
Description: A diffuse lighting solution where light is reflected multiple times inside a dome enclosure before reaching the object, creating soft and uniform illumination.
Best for: Highly reflective or curved surfaces | Cosmetic inspection applications
Advantages: Eliminates harsh reflections and glare, providing shadow-free and uniform lighting across the entire surface.
Limitations: Larger physical size and higher cost compared to directional lighting solutions.
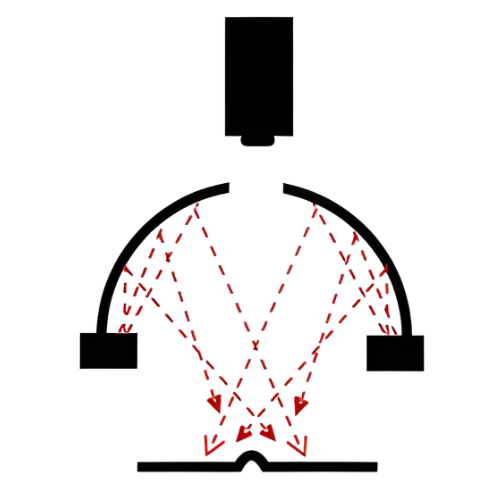
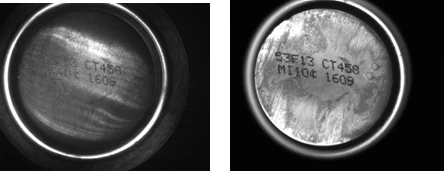
6. Dark Field Lighting
Description: Low-angle illumination where smooth surfaces reflect light away from the camera, and only scattered light from surface defects is captured.
Best for: Scratches | Dents | Cracks | Defects on glossy or transparent materials
Advantages: Strongly highlights fine surface imperfections and provides excellent contrast for defect detection.
Limitations: Not suitable for shape analysis or dimensional measurement tasks.
Each lighting type supports specific use cases within machine vision inspection systems.
Lighting Techniques in Machine Vision
Bright Field Lighting
Description: Light is directed toward the object and reflects directly into the camera, making the illuminated areas appear bright.
Best for: Shape inspection | Color verification | General feature detection
Key Benefit: Produces clear, well-lit images suitable for standard image processing tasks.
Limitation: Surface defects may be less visible on shiny or reflective parts.
Dark Field Lighting
Description: Light is applied at a low angle so that only light scattered by surface irregularities reaches the camera.
Best for: Scratch detection | Dents | Fine surface defects
Key Benefit: Strongly enhances defect visibility while suppressing smooth surfaces.
Limitation: Not effective for dimensional measurement or shape analysis.
Diffuse Lighting
Description: Soft, evenly distributed illumination that minimizes direct reflections and shadows.
Best for: Reflective surfaces | Curved parts | Cosmetic inspection
Key Benefit: Reduces glare and provides uniform brightness across the inspection area.
Limitation: May reduce contrast for sharp edges or fine features.
Structured Lighting
Description: Uses projected patterns or laser lines onto the object surface to extract depth information.
Best for: 3D inspection | Height measurement | Surface profiling
Key Benefit: Enables accurate three-dimensional measurements and shape reconstruction.
Limitation: Requires additional hardware and more complex image processing.
How to Choose the Right Lighting for a Vision Camera
There is no single lighting solution for all applications. Selection depends on:
- Features that need to be highlighted
- Features that must be suppressed
- Part material and geometry
Best practice: If the image appears clear and consistent to the human eye, machine vision processing becomes more reliable.
Best Practices for Optimizing Machine Vision Lighting
- Control ambient lighting conditions
- Use strobe lighting for high-speed inspections
- Optimize the lighting angle before changing algorithms
- Validate lighting during feasibility studies
- Maintain stable, repeatable illumination
Summary
Machine vision lighting is the backbone of accurate machine vision inspection. Proper lighting enhances image quality, improves inspection reliability, and boosts overall system performance while simplifying software complexity. Well-designed lighting ensures robust vision systems that deliver consistent results in industrial quality control.
Learn how optimized lighting and vision cameras work together in our Machine Vision page
Frequently Asked Questions:
1. Why is lighting critical in machine vision inspection systems?
Lighting determines how clearly features, edges, and defects appear in captured images. Even the best machine vision camera system cannot perform reliably without proper lighting. Correct lighting improves contrast, reduces noise, and ensures repeatable inspection results.
2. Can machine vision lighting reduce false rejects?
Yes. Poor or inconsistent lighting is one of the main causes of false rejects in vision inspection systems. Optimized lighting stabilizes image quality and minimizes variations caused by reflections, shadows, or ambient light changes.
3. Which lighting type is best for defect detection?
The ideal lighting depends on the defect type and surface material.
-
Dark field lighting is effective for scratches and cracks
-
Backlighting works best for edge and dimensional inspection
-
Diffuse or dome lighting is ideal for reflective or curved surfaces
A feasibility study is recommended to select the right lighting approach.
4. Is lighting more important than the vision camera or lens?
In many applications, yes. Proper lighting often solves inspection issues without upgrading the industrial machine vision camera or software. Lighting defines image quality before processing begins.